
1.焊縫無損探傷檢驗(yàn)必須由有資質(zhì)的檢驗(yàn)單位完成。
2.應(yīng)對每位焊工至少檢驗(yàn)一個轉(zhuǎn)動焊口和一個固定焊口�。
3.鋼管與設(shè)備、管件連接處的焊縫應(yīng)進(jìn)行100%無損探傷檢驗(yàn)�。
4.管線折點(diǎn)處有現(xiàn)場焊接的焊縫����,應(yīng)進(jìn)行100%無損探傷檢驗(yàn)。
5.焊縫返修后應(yīng)進(jìn)行表面質(zhì)量及100%的無損探傷檢驗(yàn)�,其檢驗(yàn)數(shù)量不計在規(guī)定檢驗(yàn)數(shù)中。
6.穿越鐵路干線的管道在鐵路路基兩側(cè)各l0m范圍內(nèi)���,穿越城市主要干線的不通行管溝及直埋敷設(shè)的管道在道路兩側(cè)各5m范圍內(nèi)����,穿越江、河�、湖等的水下管道在岸邊各10rn范圍內(nèi)的全部焊縫及不具備水壓試驗(yàn)條件的管道焊縫,應(yīng)進(jìn)行100%無損探傷檢驗(yàn)����。
7.現(xiàn)場制作的各種承壓管件,數(shù)量按100%進(jìn)行�,其合格標(biāo)準(zhǔn)不得低于管道無損檢驗(yàn)標(biāo)準(zhǔn)。
8.焊縫的無損檢驗(yàn)量�,應(yīng)按規(guī)定的檢驗(yàn)百分?jǐn)?shù)均布在焊縫上,嚴(yán)禁采用集中檢驗(yàn)量來替代應(yīng)檢焊縫的檢驗(yàn)量���。
9.焊縫不宜使用磁粉探傷和滲透探傷�,但角焊縫處的檢驗(yàn)可采用磁粉探傷或滲透探傷����。
行業(yè)標(biāo)準(zhǔn)一般使用
《壓力管道規(guī)范工業(yè)管道》GB/T20801-2006是基礎(chǔ)性標(biāo)準(zhǔn),規(guī)定了工業(yè)金屬壓力管道設(shè)計����、制作���、安裝、檢驗(yàn)和安全防護(hù)的基本要求���。
GB/T 20801《壓力管道規(guī)范工業(yè)管道》由六個部分組成:
——第1部分:總則;
——第2部分:材料����;
——第3部分:設(shè)計和計算;
——第4部分:制作與安裝����;
——第5部分:檢驗(yàn)與試驗(yàn);
——第6部分:安全防護(hù)����。
適用于《特種設(shè)備安全監(jiān)察條例》規(guī)定的“壓力管道”中金屬工業(yè)管道的設(shè)計和建造?���;A(chǔ)標(biāo)準(zhǔn)只是最低標(biāo)準(zhǔn)。所以應(yīng)在滿足基礎(chǔ)標(biāo)準(zhǔn)的前提下�,通過其他“標(biāo)準(zhǔn)規(guī)范”或“工程規(guī)定”納入其他需要采納的材料、管道元件����、設(shè)計�、施工�、檢驗(yàn)試驗(yàn)和驗(yàn)收及其附加要求。
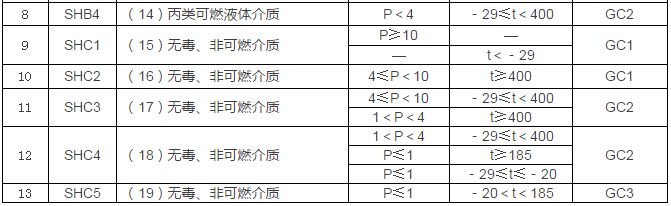
表3 工業(yè)管道的范圍
GB/T20801-2006對焊接與探傷都作了全面的����、基礎(chǔ)性規(guī)定
GB/T20801.4-2006 壓力管道規(guī)范—工業(yè)管道 第4部分:制作與安裝
對焊接作了基礎(chǔ)性規(guī)定
7 焊接
7.1 焊接工藝評定和焊工技能評定
7.2 焊接材料
7.3 焊接環(huán)境
7.4 焊前準(zhǔn)備
7.5 焊接的基本要求
7.6 焊縫設(shè)置
等作了詳細(xì)可操作的規(guī)定。
TSG D0001-2009《壓力管道安全技術(shù)監(jiān)察規(guī)程-工業(yè)管道》第六十七條對應(yīng)當(dāng)采用氬弧焊焊接的金屬管道作了規(guī)定
GC1 級管道的單面對接焊接接頭�,設(shè)計溫度低于或者等于-20℃的管道,淬硬傾向較大的合金鋼管道���,不銹鋼以及有色金屬管道應(yīng)當(dāng)采用氬弧焊進(jìn)行根部焊接�,且表面不得有電弧擦傷����。
GB/T20801.5-2006 壓力管道規(guī)范—工業(yè)管道 第5 部分 檢驗(yàn)與試驗(yàn)
對檢驗(yàn)與試驗(yàn)作了基礎(chǔ)性規(guī)定
6.1.1一般規(guī)定a)壓力管道的檢查等級分為Ⅰ、Ⅱ���、Ⅲ����、Ⅳ、Ⅴ五個等級�,其中Ⅰ級最高,Ⅴ級最低�;
6.1.2按管道級別和劇烈循環(huán)工況確定管道檢查等級:
a) GC3 級管道的檢查等級應(yīng)不低于Ⅴ級;
b) GC2 級管道的檢查等級應(yīng)不低于Ⅳ級���;
c) GC1 級管道的檢查等級應(yīng)不低于Ⅱ級���;
d) 劇烈循環(huán)工況管道的檢查等級應(yīng)不低于Ⅰ級����。
6.1.3 按材料類別和公稱壓力確定管道檢查等級:
a)除GC3 級管道外,公稱壓力不大于PN50 的碳鋼管道(本規(guī)范無沖擊試驗(yàn)要求)的檢查等級應(yīng)不低于Ⅳ級���;
b) 除GC3 級管道外�,下列管道的檢查等級應(yīng)不低于Ⅲ級:
1)公稱壓力不大于PN50 的碳鋼(本規(guī)范要求沖擊試驗(yàn))管道����;
2) 公稱壓力不大于PN110 的奧氏體不銹鋼管道。
c) 下列管道的檢查等級應(yīng)不低于Ⅱ級:
1) 公稱壓力大于PN50 的碳鋼(本規(guī)范要求沖擊試驗(yàn))管道���;
2) 公稱壓力大于PN110 的奧氏體不銹鋼管道���;
3)低溫含鎳鋼���、鉻鉬合金鋼、雙相不銹鋼����、鋁及鋁合金管道;
d) 下列管道的檢查等級應(yīng)不低于Ⅰ級:
1)鈦及鈦合金���、鎳及鎳基合金���、高鉻鎳鉬奧氏體不銹鋼管道;
2)公稱壓力大于PN160 的管道���。
表5-1 檢查等級���、方法和比例

注1:根據(jù)業(yè)主或工程設(shè)計要求,可采用較嚴(yán)格檢查等級代替較低檢查等級���;
注2:角焊縫包括承插焊和密封焊以及平焊法蘭����、支管補(bǔ)強(qiáng)和支架的連接焊縫;
注3:支管連接焊縫包括支管和翻邊接頭的受壓焊縫����;
注4:對碳鋼、不銹鋼及鋁合金無此要求����;
注5:適用于≥DN100 的
GB50517-2010石油化工金屬管道工程施工質(zhì)量驗(yàn)收規(guī)范
9.3 焊接接頭的無損檢測
9.3.1 管道焊接接頭無損檢測除設(shè)計文件另有規(guī)定外,厚度小于或等于30mm的焊縫應(yīng)采用射線檢測�,厚度大于30mm 的焊縫可采用超聲檢測,檢測數(shù)量與驗(yàn)收標(biāo)準(zhǔn)應(yīng)按表9.3.1 規(guī)定進(jìn)行����,并應(yīng)符合下列規(guī)定:
1 射線檢測的技術(shù)等級應(yīng)為AB 級����;
2 超聲檢測的技術(shù)等級應(yīng)為B 級。
檢查方法:核查管道單線圖和無損檢測報告����。
表9.3.1 管道焊接無損檢驗(yàn)數(shù)量及驗(yàn)收標(biāo)準(zhǔn)

注:表中檢測方法RT與UT、MT與PT的關(guān)系為“或”����。
GB50517-2010石油化工金屬管道工程施工質(zhì)量驗(yàn)收規(guī)范條文說明
表1石油化工管道分級與壓力管道安全技術(shù)監(jiān)察規(guī)程—工業(yè)管道分級對照

GB50184―2011工業(yè)金屬管道工程施工質(zhì)量驗(yàn)收規(guī)范
8.2 焊縫射線檢測和超聲波檢測
3 檢驗(yàn)數(shù)量:應(yīng)符合設(shè)計文件和下列規(guī)定:
1)管道焊縫無損檢測的檢驗(yàn)比例應(yīng)符合表8.2.1的規(guī)定�。
表8.2.1 管道焊縫無損檢測的檢驗(yàn)比例
例外:GB50231-2009 機(jī)械設(shè)備安裝工程施工及驗(yàn)收規(guī)范中無損檢測的比例有3個:“5%”�、 “15%”、“100%”���。
6.2.6焊縫的無損檢測,應(yīng)符合下列規(guī)定:
1焊縫外觀質(zhì)量����,應(yīng)符合本規(guī)范第6.2.5條的規(guī)定�;
2無損檢測的抽檢數(shù)量和焊縫質(zhì)量,應(yīng)符合設(shè)計或隨機(jī)技術(shù)文件的規(guī)定���;無規(guī)定時�,應(yīng)符合表6.2.6的規(guī)定����;
表6.2.6 無損檢測的抽檢數(shù)量和焊縫質(zhì)量

注:表中的Ⅲ級、Ⅱ級���、Ⅰ級為現(xiàn)行國家標(biāo)準(zhǔn)《金屬熔化焊接接頭射線照相》GB/T3323規(guī)定的焊縫質(zhì)量等級.
3按規(guī)定抽查的無損檢測不合格時�,應(yīng)加倍抽查該焊工的焊縫數(shù)量���,當(dāng)仍不合格時�,應(yīng)對其全部焊縫進(jìn)行無損檢測。
GB/T20801.5-2006壓力管道規(guī)范-工業(yè)管道
6.3.3局部無損檢測的焊接接頭位置及檢查點(diǎn)應(yīng)由建設(shè)單位或檢驗(yàn)機(jī)構(gòu)的檢驗(yàn)人員選擇或批準(zhǔn)���。
目前大多數(shù)建設(shè)單位委托工程監(jiān)理確定局部無損檢測的焊接接頭位置及檢查點(diǎn)�,習(xí)慣稱拍片點(diǎn)口�。
GB 50517—2010石油化工金屬管道工程施工質(zhì)量驗(yàn)收規(guī)范9.3.5
管道焊接接頭按比例抽樣檢查時,應(yīng)按下列原則選定焊接接頭:
1焊接接頭固定口檢測不應(yīng)少于檢測數(shù)量的40%���;
2應(yīng)覆蓋施焊的每名焊工����;
3按比例均衡各管道編號分配檢測數(shù)量����;
4交叉焊縫部位應(yīng)包括檢查長度不小于38mm的相鄰焊縫。
管道組成件的選用及其限制
GB/T20801.2中的6.3管子與管件
6.3.1 碳鋼����、奧氏體不銹鋼鋼管及其對焊管件應(yīng)符合表1的規(guī)定�。
表1 碳鋼、奧氏體不銹鋼鋼管及其對焊管件

TSG D0001-2009壓力管道安全技術(shù)監(jiān)察規(guī)程
第二十八條碳鋼���、奧氏體不銹鋼鋼管以及由其制造的對接焊管件的使用限制應(yīng)當(dāng)符合表1規(guī)定����。
表1鋼管及其對接焊管件的使用限制(與上述規(guī)定相同)

 793
793











